Полуавтоматическая сварка: режимы и схема
Сварочные полуавтоматы широко применяются в промышленности и домашнем хозяйстве. Оборудование удобно в использовании и позволяет получить без особых усилий аккуратные швы при соединении металлов. Для качественного выполнения полуавтоматической сварки важно разбираться в режимах и схеме проведения работ.
Режимы и схема полуавтоматической сварки
Главное отличие полуавтоматической сварки от ручной – это использование проволоки вместо электродов. Сварочная проволока автоматически подается в зону плавления металла. Остальные операции сварщик выполняет вручную. Сварка осуществляется в защитной газовой среде. Технология MIG/MAG имеет следующие особенности:
- скорость подачи проволоки и сила тока регулируются в автоматическом режиме;
- защитная газовая среда поставляется непосредственно в место плавления;
- равномерное заполнение шва происходит благодаря правильному соотношению скорости подачи материала и температуры плавления.

Чтобы выяснить, как сварить полуавтоматом высоколегированную сталь и цветные металлы, необходимо знать режимы и схему сварки. Параметры настройки оборудования:
- марка материала сварочной проволоки, диаметр;
- полярность, род и сила тока;
- скорость подачи проволоки для сварки;
- отходящие газы;
- угол наклона горелки.
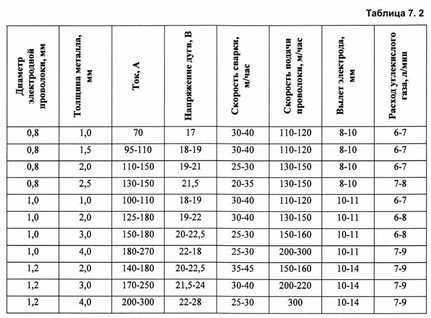
Для каждого вида сварки существуют особые таблицы настройки режимов. В усредненных параметрах настроек могут встречаться неточности, поэтому сварщику желательно творчески подходить к выполнению определённых задач. Опытные мастера способны сразу определить правильные режимы сварки в углекислом газе. Начинающему сварщику лучше пользоваться таблицами настроек параметров режимов полуавтоматической сварки.
Описание и особенности режимов работы при полуавтоматической сварке
Схемы сварочных процессов подразумевают возможность работать в разных режимах: короткозамкнутом, плавящемся, глобулярном. Все режимы полуавтоматической сварки используются в зависимости от особенностей деталей, которые соединяются. Варианты схем:
- короткозамкнутый: капля расплавленного металла прикасается к поверхности области сварки до того, как отделится от электрода – образуется короткое замыкание;
- плавящийся: капля отделяется от электрода перед касанием сварочной ванны без образования короткого замыкания. Само плавление происходит в этот момент;
- глобулярный: представляет собой капельную сварку.
От соблюдения важных режимов и правильной схемы полуавтоматической сварки зависит качество и прочность соединения.
Как выбрать режим и схему полуавтоматической сварки
Современная технология полуавтоматической сварки обладает высокой производительностью. Каждый сварщик должен знать диаметр проволоки, силу тока, виды защитных газов, полярность, величину давления углекислого газа. Точные параметры приведены в таблицах. Работу сварочных полуавтоматов описывают 4 технические характеристики:
- Напряжение дуги – чем выше значение, тем больше глубина провара;
- Сила тока – зависит от напряжения;
- Скорость подачи проволоки – определяет скорость плавления;
- Расход защитного газа – чем больше в составе защитной среды аргона, тем чище и аккуратнее получается соединение. Углекислый газ не подходит для тонких металлических листов, мелких деталей и цветных металлов.
Настройка скорости подачи присадочного материала требуется чаще других. В современных моделях есть опции автоматических настроек. Регулировка полярности настраивается легче всего, так как на корпусе прибора приводится таблица с указанием применения полярности для разных металлов.